Семь способов соединения металлических труб, от сварки до обжимных фланцев


При монтаже водопровода, отопления или несущего каркаса вопрос соединения труб становится ключевым. Универсального ответа «сварить или спаять» не существует: сталь, чугун, медь и алюминий требуют принципиально разного подхода. Ошибка в выборе фитинга или типа шва приведёт не к протечке, а к разрушению системы под давлением или обрушению конструкции под собственным весом.
В этой статье мы разберём семь способов стыковки металлических труб, от сварки до обжимных фланцев. Вы получите чёткие технические критерии: для какого металла метод рабочий, при каком давлении и температуре его можно применять и какие затраты на инструмент вас ждут. Никаких общих фраз – только рекомендации для стройплощадки и домашней мастерской.
Сварка: неразъёмная монолитность для стали
Если перед вами стальная труба без резьбы, сварка остаётся эталоном надёжности. Технология требует жёсткой подготовки: очистите концы от краски и ржавчины на длину 15–20 миллиметров с каждой стороны, затем зачистите металл до блеска. Обязательно снимите фаску под углом – это создаст разделку кромок, необходимую для провара корня шва. Сначала делайте прихватки в трёх-четырёх точках, потом формируйте непрерывный герметичный шов.
Метод основан на расплавлении кромок до текучего состояния, их перемешивании и последующей кристаллизации. Технически это просто, но на практике освоить дуговую сварку за пару дней невозможно. Если вы никогда не держали электрод, не пытайтесь варить водопровод самостоятельно: непроваренные участки дадут течь при первом же гидроударе. Вызывайте сварщика с допуском к газовым и водопроводным сетям.
Сварка подходит не только для чёрной стали. Теоретически ею можно соединять алюминий, медь, латунь и даже чугун. Но на практике вы столкнётесь с серьёзными ограничениями. Алюминий требует аргонодуговой сварки переменным током с очищающим действием, иначе оксидная плёнка не разрушится. Чугун перед сваркой нужно нагреть до 300–400 градусов, иначе в зоне термического влияния образуются трещины. Для меди понадобится вольфрамовый электрод и присадочная проволока из фосфористой бронзы. Поэтому для цветных металлов сварку применяют только на производстве – в быту это нерентабельно.
Плюсы сварки: универсальность по размерам (можно стыковать трубы любого диаметра), высокая механическая прочность шва (он выдерживает давление до 50 атмосфер и температуру до 500 градусов), отсутствие необходимости в регулярной подтяжке. Минусы: дороговизна оборудования, необходимость в квалифицированном специалисте и неразъёмность соединения – при демонтаже трубу придётся срезать болгаркой.
Пайка: капиллярный эффект вместо расплавления
Новички часто путают пайку со сваркой, но разница принципиальна. При пайке вы не плавите кромки самой трубы. Вместо этого нагреваете флюс и припой, которые за счёт капиллярного эффекта затягиваются в зазор между деталями и «склеивают» их. Температура плавления припоя всегда ниже температуры плавления металла трубы. Для медных систем используют припои на основе олова и серебра с рабочим интервалом 200–300 градусов по Цельсию.
Перед пайкой кромки нужно зачистить от оксидной плёнки особенно тщательно. Для меди и латуни применяют щёлочь или специальную пасту-флюс, которая удаляет окислы в процессе нагрева. Алюминий перед пайкой обрабатывают цинкосодержащими флюсами – обычный канифольный состав не разрушит его оксидную плёнку.
Технология проще и дешевле сварки: газовую горелку или мощный паяльник может освоить даже домашний мастер после двух-трёх тренировок на обрезках. Паяное соединение при правильном выборе припоя выдерживает скачки давления и температуры без повреждений. Шов не требует дополнительной защиты муфтами. Но есть нюанс: пайка почти не работает на стали и чугуне. Эти металлы плохо смачиваются припоем, требуют агрессивных флюсов (например, на основе хлорида цинка), которые потом нужно тщательно отмывать, иначе коррозия разрушит стык за год. Поэтому пайка – выбор для медных и алюминиевых трубопроводов кондиционирования, водоснабжения и отопления.
Пресс-фитинги: десять лет без обслуживания
Пресс-фитинг выглядит как отрезок трубы с внутренним уплотнительным кольцом из EPDM-резины. Вы вставляете в него зачищенный конец трубы до упора, затем обжимаете гильзу специальными пресс-клещами. При обжатии гильза деформируется и намертво фиксирует трубу, а резиновое кольцо создаёт герметизацию.
Это один из немногих методов, который разрешён для скрытой прокладки в стяжке или стенах. При правильном подборе фитинга соединение прослужит 10–15 лет при давлении до 16 атмосфер и температуре до 120 градусов. Монтаж настолько прост, что с ним справится неспециалист после одного пробного обжима на обрезке.
Но у метода есть три жёстких ограничения. Первое: пресс-клещи для обжима стоят от 15 до 50 тысяч рублей, причём инструментом одной марки нельзя обжать фитинги от другого производителя – разная геометрия обжимных губок. Второе: соединение неразъёмное. Если ошиблись при монтаже, фитинг идёт в утиль, а трубу нужно отрезать заново. Третье: пресс-фитинги не подходят для чугуна – этот металл слишком хрупкий и треснет при обжатии. Для мягкой меди, латуни и алюминия выбирайте фитинги с длинной гильзой, чтобы распределить давление на большую площадь.
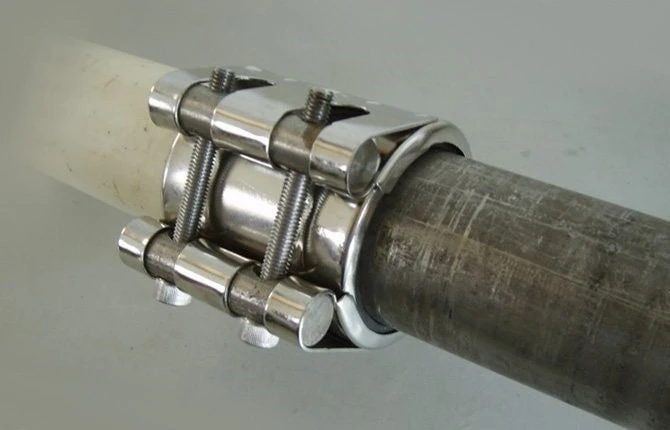
Хомуты на шпильках: ремонтный вариант для открытой прокладки
Хомут представляет собой разъёмное кольцо из оцинкованной или нержавеющей стали с резиновой прокладкой внутри. По краям кольца расположены выступы с отверстиями под шпильки или болты. Вы надеваете хомут на стык двух труб, затем затягиваете гайки – резина плотно обжимает место соединения.
Этот метод чаще используют для ремонта старых трубопроводов, когда нет возможности отключить воду и сварить стык. Но хомуты подходят и для прокладки новых систем, особенно если вы ограничены в бюджете. Достаточно гаечного ключа, чтобы затянуть крепёж. Хомуты выпускают на любой диаметр от 15 до 300 миллиметров, для стали, меди и алюминия.
Но помните: соединение требует регулярного осмотра. Резина со временем теряет эластичность, гайки ослабевают от вибраций и перепадов температуры. Раз в полгода проходитесь по всем хомутам ключом, подтягивая крепление. Для скрытой прокладки в стенах или под землёй этот способ категорически не подходит. Ещё один минус: шпильки выступают над поверхностью трубы на 2–3 сантиметра, что требует дополнительного пространства и портит внешний вид. Чугун хомутами соединять рискованно – при перетяжке металл треснет, а мягкую медь легко помять.
Жёсткие и гибкие муфты (грувлок): дорогой инструмент за надёжность
Конструкция напоминает хомут, но работает иначе. В комплект входят два полукольца из ковкого чугуна и отдельное эластичное уплотнительное кольцо. Перед монтажом вам нужно специальным роликовым инструментом накатать желобки-канавки на кромках труб. Затем надеваете уплотнительное кольцо на стык, закрываете его полукольцами муфты и затягиваете болты.
Грувлок-соединение – это разъёмный многоразовый узел. Вы можете открутить болты, снять муфту и разобрать трубу без повреждения кромок. Уплотнительное кольцо при этом придётся заменить, а вот металлические полукольца и шпильки используются повторно.
Метод универсален по металлу: подходит для стали, чугуна, меди и даже пластмассовых труб, если подобрать правильное уплотнение. Но есть серьёзный минус: оборудование для накатки канавок стоит от 80 тысяч рублей и весит около 15 килограммов. Для разового монтажа водопровода на даче покупать его бессмысленно. Кроме того, муфты крупные и покрыты яркой эмалью (обычно красной или синей), они сразу бросаются в глаза на открытой прокладке. Гайки, как и у хомутов, нужно периодически подтягивать.
Обжимные и приварные фланцы: выбор для чугуна и больших диаметров
Фланцевое соединение – классика для трубопроводов диаметром от 60 миллиметров и выше. Конструкция проста: на концах труб закреплены металлические кольца с отверстиями под шпильки. Между кольцами устанавливается резиновая или паронитовая прокладка, затем шпильки затягиваются гайками.
Различают два типа фланцев. Обжимные (свободные) – вы просто надеваете кольцо на трубу, затем вставляете внутрь уплотнение и затягиваете. Для монтажа нужен только гаечный ключ. Минус: сложно найти обжимной фланец на трубу диаметром меньше 60 миллиметров, и метод не подходит для мягкой меди или тонкостенного алюминия – при затяжке вы просто помнёте кромку.
Приварные фланцы требуют сварки, но сварной шов находится не между трубами, а в месте крепления кольца к трубе. Это повышает надёжность, потому что самый слабый узел (шов) не испытывает изгибающих нагрузок от веса трубы. Приварные фланцы ставят на стальные и чугунные магистрали с высоким давлением (до 25 атмосфер) и температурой до 400 градусов. Недостаток: сварка делает метод дорогим и неразъёмным в части крепления кольца. Плюс разъёмности самого фланца (вы можете открутить гайки и снять участок трубы) при этом частично теряется.
Выбор по металлу: таблица в действии
Теперь соберём конкретные рекомендации для каждого материала.
Чугун. Идеальный выбор – обжимные фланцы или хомуты. Чугун хрупок, поэтому резьбу на нём нарезать нельзя (стенка просто раскрошится), а сварка требует предварительного подогрева до 300 градусов и электродов с никелевым покрытием. В домашних условиях это нереально. Муфты грувлок тоже подходят, но оборудование для накатки канавок на чугунных трубах стоит дорого.
Медь. Лучший способ – пайка твёрдым или мягким припоем. Медь пластична, легко чистится от оксидов и отлично смачивается флюсом. Пресс-фитинги для меди тоже работают, но обжим должен быть калиброванным – слишком сильное давление деформирует тонкую стенку. Сварка меди возможна только аргоном с присадкой, это сложно и дорого.
Алюминий. Выбор зависит от толщины стенки. Тонкостенные трубы (до 2 миллиметров) паяют цинкосодержащими припоями с флюсом на основе фторидов. Толстостенные (от 3 миллиметров) варят аргоном на переменном токе. Муфты и хомуты для алюминия – вынужденная мера, потому что мягкий металл легко деформируется под затяжкой.
Сталь (чёрная, нержавеющая, оцинкованная). Сварка остаётся королевским методом. Оцинковку перед варкой нужно зачищать на 30–40 миллиметров от места стыка, потому что пары цинка токсичны и ухудшают качество шва. Пресс-фитинги для стали возможны, но требуют мощных гидравлических клещей. Хомуты и муфты допустимы только для систем низкого давления (отопление с естественной циркуляцией, самотечная канализация).
Технический контроль: на что обратить внимание при монтаже
При выборе способа соединения обязательно учитывайте три параметра. Первый – строительные нормы. Прокладку газопроводов внутри жилых домов регламентирует СП 62.13330.2011, где сварка указана как единственный допустимый метод для стальных труб. Водопроводы по ГОСТ 32415-2013 можно монтировать на пайке или пресс-фитингах, но резьба с ФУМ-лентой всё ещё считается лучшим вариантом для стали.
Второй параметр – требования безопасности. Никогда не используйте для питьевого водопровода фитинги, содержащие свинец в припое или уплотнениях. Медь не должна напрямую контактировать с алюминием без диэлектрической прокладки – электрохимическая коррозия разрушит стык за месяц.
Третий – нагрузка на металл. Для трубопровода с рабочим давлением выше 10 атмосфер (например, гидравлические системы) подходят только сварка и приварные фланцы. Пайка и пресс-фитинги для таких условий не рассчитаны. Для каркаса навеса или мебели из металлопрофиля, где нет давления жидкости, вообще не нужна герметичность – достаточно болтового соединения через косынки или электросварки с шагом 30 сантиметров.
И последнее: всегда считайте расходы на монтаж целиком. Дешёвые хомуты потребуют ежегодной подтяжки гаек, а в скрытой проводке их вообще нельзя применить. Дорогой пресс-инструмент окупится, если вы монтируете систему отопления целиком в одном доме. Сварка на вызове специалиста стоит от 500 рублей за стык плюс его проезд. Просчитайте все варианты, прежде чем резать трубу.
Видео
Подписывайтесь на За-Строй.РФ в МАХ 
При полном и/или частичном копировании данного материала, для последующего размещения его на стороннем ресурсе, обратная, индексируемая ссылка на источник обязательна!